
136-9069-0409



联系人:韦先生 136 9069 0409
联系电话:18925964730
邮箱:2245992966@qq.com
Q Q:2245992966
阿里巴巴:https://fsrzx88.1688.com/
地址:广东省佛山市顺德区容桂华口居委会锦华路保民坊12号

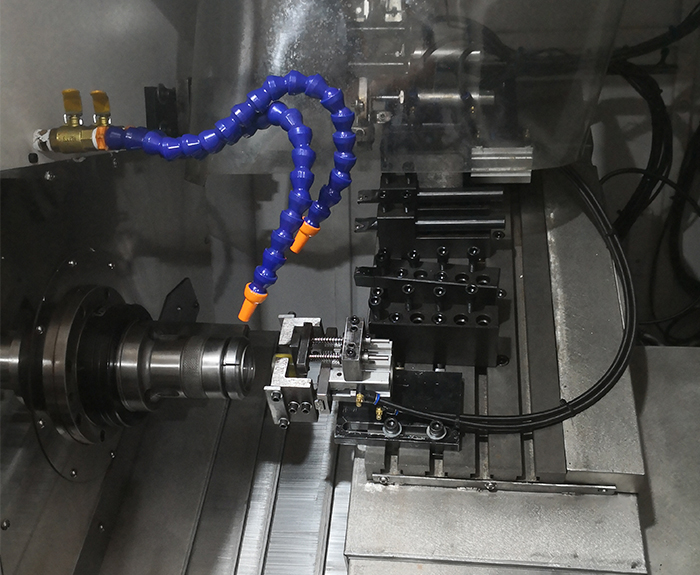
数控车削加工内圆回转体零件加工方案的确定:1、加工精度为IT8~IT9级、表面粗糙度Ra1.6~3.2μm的除淬火钢以外的常用金属,可以采用普通型数控自动车床,按粗车、半精车、精车的方案进行加工;2、加工精度为IT6~IT7级、表面粗糙度Ra0.2~0.8μm的除淬火钢以外的常用金属,可以采用供应数控自动车床,按粗车、半精车、精车、细车的方案进行加工;3、加工精度为IT5、表面粗糙度Ra<0.2μm的除淬火钢以外的常用金属,可以采用精密型数控车床,按粗车、半精车、精车、精密车的方案进行加工;

一般应根据数控自动车床零件的加工精度、表面粗糙度、材料、结构形状、尺寸和生产类型等因素来确定零件表面的车削加工方法和加工方案。供应数控自动车床车削加工外圆回转体零件与端面加工方案的选择:1、加工精度为IT7~IT8级、表面粗糙度Ra1.6~3.2μm的除淬火钢以外的常用金属,可以采用普通型数控车床,按粗车、半精车、精车的方案进行加工;2、加工精度为IT5~IT6级、表面粗糙度Ra0.2~0.8μm的除淬火钢以外的常用金属,可以采用精密型数控车床,按粗车、半精车、精车、细车的方案进行加工;

因为不同的数控自动车床,不同的材料,不同的切削方法,不同的切削刀具,以及不同的参数设定,正是因为有这么多不同,还决定将供应数控自动车床的数控加工进行到一定程度,无论是在加工还是编程,都是通过很长一段时间才能完成;那么我们如何区分加工程序?这必须基于零件的布局和工艺,以及机床的功能,加工多少CNC零件,合理掌握的情况下的安装和生产安排数量,敏感使用,如果我们想要使用工艺浓度或工艺松弛标准,必须根据实际情况确定,要合理。

安全操作数控自动车床注意点:工作前按规定润滑机床,检查各手柄是否到位,并开慢车试运转五分钟,确认一切正常方能操作。供应数控自动车床的卡盘夹头要上牢,开机时扳手不能留在卡盘或夹头上。工件和刀具装夹要牢固,刀杆不应伸出过长(镗孔除外);转动小刀架要停车,防止刀具碰撞卡盘、工件或划破手。工件运转时,操作者不能正对工件站立,身不靠车床,脚不踏油盘。高速切削时,应使用断屑器和挡护屏。

数控车床几何误差和由温度引起的误差两者共计约占机床总体误差的的一半以上,其中几何误差相对稳定,易于进行误差补偿。普遍认为数控自动车床的几何误差由以下五个原因原因引起的。热变形误差:由于供应数控自动车床的内部热源和环境热扰动导致机床的结构热变形而产生的误差。机床的控制系统误差:包括机床轴系的伺服误差(轮廓跟随误差),数控插补算法误差。
数控自动车床主轴加工的主要目的是如何保证主轴支承轴颈的尺寸、外形、位置精度和表面粗糙度,主轴前端内、外锥面的外形精度、表面粗糙度以及它们对支承轴颈的位置精度。济宁数控自动车床主轴支承轴颈的尺寸精度、外形精度及表面粗糙度的要求,可以采用精密磨削方法保证要求的达到,磨削前应进一步精基准的精度。

联系人:韦先生 136 9069 0409
联系电话:18925964730
邮箱:2245992966@qq.com
Q Q:2245992966

关注瑞子兴
address
地址:广东省佛山市顺德区容桂华口居委会锦华路保民坊12号
mailbox
邮 箱:2245992966@qq.com
Website
网站:www.fsrzx.com

